

CEメーター測定機(CE値、C%、Si%)を使用した、溶湯の炉前管理手法
1. はじめに
元来溶湯の炉前管理はチル深さ、湯流れ、湯面模様等色々なテストが行われてきました。
昭和40年代CEメーターが米国より導入されると、その簡便な操作性と精度が認められ多くの工場で採用されました。CEメーターが炉前管理器の主なものとして使用されて以来、不良対策もある程度事前対策が可能になり、溶湯材質管理にはかなり役立ち、今日では炉前での溶湯管理器としては当然のようにほとんどの工場で使用されております。
昭和50年代になり、CE値の他にC%Si%をデジタル表示する管理機器が開発され、次第に普及して現在では、その採用工場も数100社以上とも言われています。
このように今日では炉前管理も溶融状態でC%Si%を知ることができ材質管理はもちろん、溶解作業の簡素化にも役立ってきました。
そしてこの間、溶解システムもキューポラから電気炉へと移り変わり材質もFCD、CVと幅広く製造する事が簡便に出来るようになりました。
このように、溶解方法・材質変化、品質の向上などに対応すべく溶湯管理(炉前管理)は必然的に正確に迅速に行う事が大事な条件になってきました。
以上の事から更に精度良く材質的に幅広く活用出来る炉前管理器が求められる様になり、今日ではコンピュータを利用した炉前管理器が急速に普及してきました。
2.開発の経緯
従来のCEメーター(アナログ)デジタルC%Si、%表示器を現場で能率良く使いこなす技術が確立された今日、鋳物工場ではそれらの長所を更に向上させた新しい機能を持つ管理機器の要望が強くなってきました。
弊社ではそれらの長所の組合せ、短所の補い、また新しい機能を備えた管理機器としてどのようなものが良いかを検討し、現場での1年程の実験を経てQCレコーダーを開発しました。
3.QCレコーダーの機能
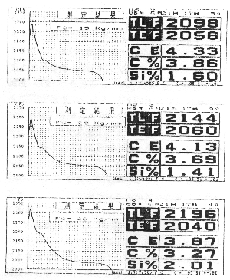
1)CE値、C%、Si%測定
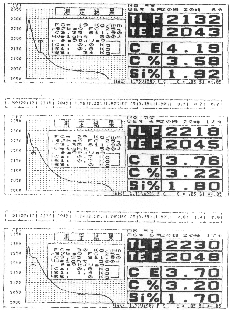
本機器はサンプル溶湯をカップに注ぐと、CEメーターと同様に冷却曲線がカラーモニターテレビに描かれ、日付、時間、初晶温度、共晶温度、CE値、C%、Si%も同時にモニターテレビに表示し、プリンターにて即時これを記録します。
この場合まず初晶温度を検知すると同時にCE値を表示して、その後共晶温度が検知されると同時にC%、Si%を算出しますが、初晶温度および共晶温度の読み取りの正確さ、確実さが本器の最大の特徴であり、高精度且つ確実な測定を可能にしています。従来の画一的な読み取り方法でなく様々な条件に適合した読み取り方法を冷却曲線によって判断し、自動読み取りさせることにより従来の読み取り誤差、読み取り不良、初晶温度の誤検知等が解消された訳です。C%、Si%は初晶温度、共晶温度を元に亜共晶鋳鉄、加共晶鋳鉄をQCレコーダーが自動検知し計算式に基づいて算出する為、安定した測定を簡便に行うことが出来ます。
このように測定機能を従来のハードウェアによる電子回路ではなく、自由に変更ができると共に、様々な条件を簡単に組み込むことが可能なソフトウェアによって構成している点が、従来との大きな違いです。
また、導入後のソフトウェアの変更時においても、またプログラムは、コンパクトフラッシュメモリーを採用しデータ管理も簡便です。 (オプションで大型表示器、C%、Si%、CE値等表示するタイプや事務所のパソコンでデータ管理するシステムもあります)
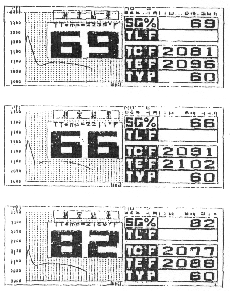
2)ダクタイル鋳鉄、CV鋳鉄球状化率測定
ダクタイル、CV鋳鉄の球状化率測定の場合はまず元湯のC%、Si%を測定して、次に球状化処理した溶湯をカップに注ぎます。
この場合1つのプログラムの中にCE値、C%、Si%およびSG%測定の両方ソフトが組み込まれています。従ってスイッチの切り替えはカラーモニター表示だけで済みます。元湯のC%、Si%を測定した後(記憶)球状化処理後の溶湯を注ぎますと初晶温度(TL°F)、過冷温度(TC°F)、共晶温度(TE°F)を表示し、同時にSG%(球状化率)及びTYPを表示します。TYP(タイプ)は冷却曲線の形態を分類してSG%の精度を高めるために設定された冷却曲線のパターン表示であります。
またSG%がFCと表示された場合は球状化剤の無添加、フェーディングまたはSG30%以下の溶湯のいずれかを表したものです。また、0表時でフラッシングした場合は冷却曲線の断線(共晶時に断線)です。
CV鋳鉄はダグタイル鋳鉄のようにテストピースが引けないので、目視による判断が現場で即時できません。このようなCV鋳鉄30~60%範囲の測定にも有効に活用できます。
なお測定時間はカップに注湯後、約3分以内で形状化率が判定されます。(右図参照)
3)過不足計算プログラム
低周波炉、高周波炉等のルツボ型溶解炉において、あらかじめ目標材質名、各材質についての目標C%、目標Si%、調整用の加炭剤、加珪剤に歩留まり率等をインプットしておき、現場データーとして、溶湯重量および目標材質名を、記号で簡単にインプットできるようにプログラムされている。
本器にてC%、Si%を測定後、画面に目標C%、Si%にするための加炭剤、加珪剤、SS材による重量が目標材質の成分表と共に表示されます(右図参照)。
加炭および加珪の計算が不要となり、現場作業の迅速化簡便化により熟練者を必要とせず、また現場的に使いやすくプログラミングされています。
4.QCレコーダーの特徴
1)CE値、C%、Si%の測定精度の向上
アナログとデジタルを一体化したことにより、冷却曲線の読み取り精度が非常に良くなったことです。
すなわち従来は初晶温度、共晶温度の停滞点が同一温度で一定時間(下左図参照)保持できないと初晶温度、共晶温度の読み取りができなかったものがコンピュータで解析することにより下右図のように初晶温度、共晶温度が同一温度でない場合でも一定の位置で測定可能なプログラムを組み込んであります。
すなわち従来の画一的な機能でなく、機能自体をプログラム化することによって、様々な冷却曲線に対応した読み取りができ、また読み取り方法の改良も即座に可能であるため、高精度且つ確実なC、Siの測定ができる訳です。

2)ダグタイル、CV鋳鉄球状化率測定原理
通常球状黒鉛鋳鉄の球状化率を測定する方法としては、製品または製品と同一条件で鋳造した供試材の断面の顕微鏡写真により球状化率を判定する方法である。
この方法は確実性はあるが測定に長い時間を要するという欠点がある。また注湯後の判定試験のため品質不良と判定されてもすでに多数の製品は鋳造されており、この溶湯から形成された製品はすべて不良品とされてしまい、製造効果が極めて悪いという欠点がある。
第2の方法は黒鉛の球状化処理を施した後の溶湯の一部を取出し、この溶湯の冷却曲線を測定し、この冷却曲線の各種の特徴量を抽出し、これらの特徴量とあらかじめ多数のサンプルについて測定された黒鉛の球状化率との重回帰分析法によって求められた関係式を利用して測定する方法、すなわち熱分析法が知られている。
QCレコーダーによる球状化判定は、黒鉛の球状化処理後の溶湯の初晶温度、過冷温度、共晶温度の3点ときわめて高い相関関係があることが判明し、それらの条件と、あらかじめ採取した多数のサンプルデータとの相関を検量線としてQCレコーダー内に登録し測定します。内部の関係式では、初晶温度、共晶温度、過冷温度、過冷温度と共晶温度までの時間と温度差など、さまざまな条件によって54通りに分かれており、それぞれに件量線を入れることで鋳造前の溶湯の状態で測定し不良品の発生を未然に防止し鋳造効率を向上させる手法としては非常に早く、安定した測定を行います
