
SURFACE STABILITY INDEX TESTER
NS-SSIT1
- TJFS-106 Green sand surface stability measurement method Standard compliant product




Overview
The surface stability index is the ratio expressed in per cent of the standard sand test piece weights after and before vibration on a sieve. For green sand mold the sieve size is 5.5 mesh and the vibration time is one minute, while for other molding sand such as organic bonded sand the sieve size is 14 mesh and the vibration time is two minutes.
The index is a good representation of the mold surface stability and constitutes an important item in production control. The present tester enables easy determination of the index in the laboratory as well as on the production floor.
SURFACE STABILITY
This tester is for measuring the surface stability index of molding sand. The surface stability index is a quantitative representation of the sticking strength between sand grains. It is used when establishing countermeasures against casting defects that may be formed due to the molten metal flowing over the molding sand surfaces such as 1) scabbing or washing, 2) veining, 3) rough casting surfaces, 4) metal penetration, 5) sand inclusions, or 6) gas blowing.
Green sand mold surface stability is evaluated by vibrating a standard specimen for one minute on a Rotap type sieve machine for grain size analysis or giving an equivalent vibration by other means, and calculating the percent of the sand remained on the sieve to the initial weight of the specimen.
Currently available vibrators give back and forth movement of the amplitude of 40 to 50 mm, left and right movement of 18 to 22 mm, with rotation speed of 290 to 350 rotations per minute. The sieve is of the nominal mesh size of 3360 μm (6 mesh). Figure showed surface stability of the raw model sand.
An example of daily change of surface stability index
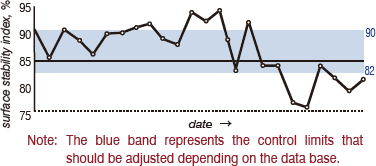
The surface stability index may depend on the amount of starch addition to the sand. Other variables that may also influence surface stability index are grain size distribution, moisture content, amount of fine powder, or grain diameter.
Method of using NK flour and its function
Establishing the control limit for maintaining SSI or surface stability index.
For measuring the SSI, a standard sand test piece of 50 mm in diameter, 50 mm in height is weighed, placed on a sieve of 6 mesh and given vibration for one minute. SSI is the ratio of the weight B of the test piece after vibration divided by the original weight A before vibration.
\[SSI = { B \over A } \times 100% \]
The upper and lower control limits should be set considering the casting weight in a flask as explained in the examples below in such a way as 80 to 85, 85 to 89, or 90 to 93. The control limits should be adjusted by making tests every time when casting conditions such as casting shape, single casting weight, casting weight for one flask, and others are changed.
Example
- When the single casting weight is below 1 kg, surface stability above 80% may be considered sufficient. Yet, attention must be paid to the number of castings in one flask, or sand / metal ratio.
- When the single casting weight is above 1 kg, surface stability of 85 to 90 may be necessary, depending on the single casting weight and the number castings in one flask. It is noted that if the above mentioned casting defects 1) to 5) are found, SSI must be raised, whereas for the defect 6) SSI must be lowered. For raising SSI, an increased amount of starch or change of the type of starch from α-starch to β-starch, or to dextrin may become necessary.
Types of starch used in green sand
Starch used includes corn starch, wheat flour, rice flour, and tapioca. Depending on the sand grain shape and size distribution, and considering the sticking strength, it may become necessary to choose β-starch or dextrin.
[Note] For the ease of SSI control, the sand grain should desirably be as near as spherical shape. Also two-peak or three-peak grain size distributions are considered better than one-peak distribution. The knowledge of proper moisture range for each type of starch is also important in relation to starch swelling.
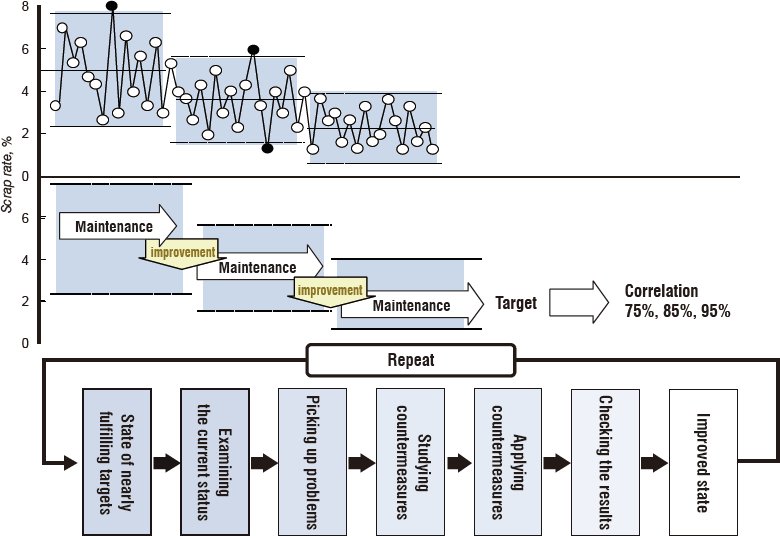
Sequence of maintenance and improvement of green sand (cf. Handbook of quality Control)
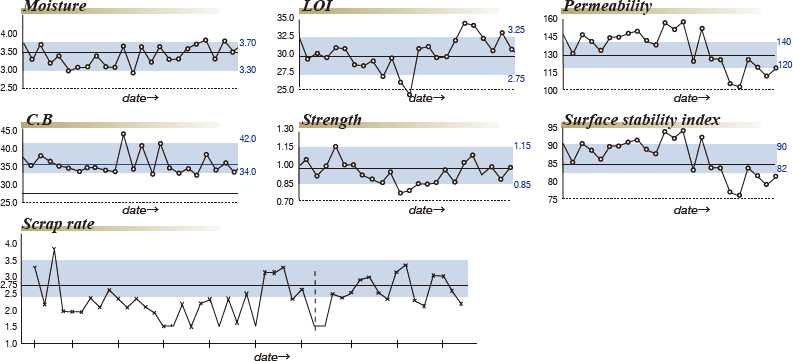
Common control items of green sand
| Items of physical property measurement | Items of composition analysis |
|---|---|
|
|
An example of X-R chart of green sand
Finding out problems to be improved
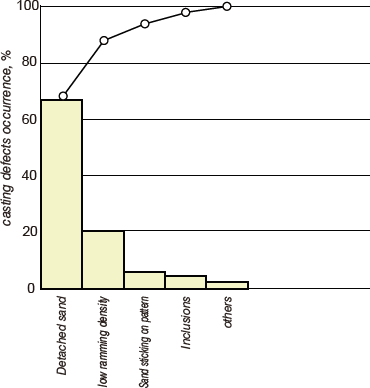
Items to be taken up and improved with regard to green sand molding are picked up by examining various phases of molding such as sand fallout, mold breakage, sand sticking on pattern, sand blocking in the process of shake-out, or other casting defects. The selection of items to be taken up is based on the amount of expected merits of improvement, difficulty of solutions, necessary staff, cost, and available spun of time before delivery. Figure is an example of survey result of occurrence of various troubles in green sand molding.
An example of survey result of occurrence of various troubles in green sand molding.
Specification [ Type : NS-SSIT1 ] For green sand
| Height | 650mm |
|---|---|
| Base area |
360 × 690mm |
| Weight | 60Kg |
| Power source | 100V single phase |
| Number of vibration | 350rpm (60Hz) 290rpm (50Hz) |
| fixing method | All anchor |
| sieve | 5.5mesh (green sand) : 1 |
Specification [ Type : NS-SSIT2 ] For Self-hardening sand
| Height | 650mm |
|---|---|
| Base area |
360 × 690mm |
| Weight | 60Kg |
| Power source | 100V single phase |
| Number of vibration | 350rpm (60Hz) 290rpm (50Hz) |
| fixing method | All anchor |
| sieve | 14mesh (Self-hardening sand) : 1 |

