![]()
鋳鉄鋳物の欠陥とその対策
近畿コークス販売株式会社・大阪ガス株式会社総合研究所/ 溶解ノート
国際鋳物技術委員会で、鋳物欠陥の分類がなされている。これによれば、外観的分類として、①鋳張り、出っ張り、②巣、③割れ、④鋳肌不良、⑤湯回り不良、形状不完全、⑥寸法不良、形状不良、⑦介在物・材質不均一の7種類に分けられている。
これらの欠陥は、設計によるもの、使用材料によるもの(溶解材、砂など)、作業によるもの(溶解、調砂、造型、注湯、仕上げなど)、鋳造方案によるものなどであるが、同じ欠陥でもその成因は異なることが多い。
下表に、一般的に多く出現する鋳物欠陥とその特徴を示す。鋳物の材質によって、欠陥の形態もやや異なったものになるが、本質的にはまったく同じと考えてよい場合が多い。
INDEX<鋳物の欠陥>
普通鋳鉄鋳物
| 1.ブローホール | 2.ピンホール | 3.きらい | 4.内びけ | 5.外びけ | 6.ひけ巣 |
| 7.ざく巣 | 8.すくわれ | 9.絞られ | 10.型くずれ | 11.押し込み | 12.しみつき |
| 13.焼きつき | 14.さし込み | 15.張られ | 16.はぐみ | 17.中子浮かされ | 18.き裂 |
| 19.チル | 20.逆チル | 21.湯回り不良 | 22.のろかみ | 23.砂かみ | 24.そり |
球状黒鉛鋳鉄鋳物
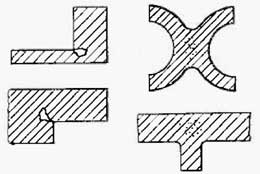
内びけ
略図
原因
金属が融体から固体化するときの収縮により生じた空間で、一般に内部が荒い樹枝状の結晶でまわりが取り囲まれており、外表面に開口していない。鋳鉄鋳物では内面が青色である。
特徴
金属が凝固の際、最終凝固部に溶湯の補給ができないためで、具体的な内びけ発生の原因は次のとおりである。
- 鋳込み温度が低すぎ、押湯が先に凝固し、湯の補給が困難な場合
- 押湯の高さが低すぎるのに、あとつぎをしない場合
- 装入地金にさび、不純物が多い場合
- 配合計算を誤ったとき、またそれに適した押湯を設けなかった場合
- 溶湯が酸化している場合
- キューポラ溶解でヘッドコークスが低すぎ、低温出湯、溶解酸化の場合
- 押湯の高さが押湯の直径の1.5倍ないとき、また押湯部の製品に接するネックの寸法が不適当な場合
- 押湯の位置の誤りまたは給湯距離の算定を誤った場合
- 鋳型がやわらかく注湯時の湯圧に耐えかねて型が張った場合
- 鋳型に鋭角の細い砂を用いた場合
- 構造的に肉厚が急変し、押湯からの給湯が困難な場合
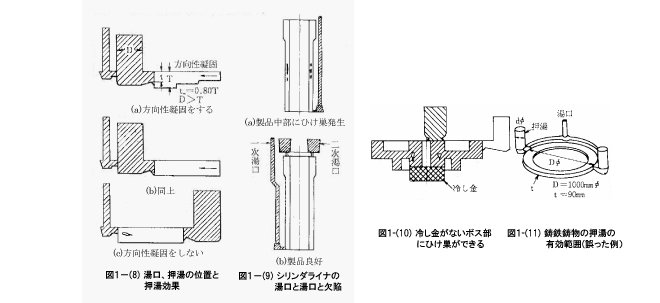
押湯の有効距離範囲
押湯が有効にきく距離範囲は、鋳物の材質、肉厚、鋳込み方法によって異なる。鋳鉄の場合は肉厚の6~8倍といわれている。図1-(11)において有効距離が肉厚の6倍とすれば90mm×60=540mmとなり、押湯を中心に考えれば540mm×2=1080mmの給湯距離が考えられる。
したがって、この品物は1000mm×3.14÷1080mm≒2.9、すなわち3本の押湯を必要とする。したがって図1-(11)のような2本の押湯は誤りである。
対策
造型作業上重要なことは方向性凝固が行われるようにすることである。それには押湯を通って溶湯が型内に流入するようにする。すなわち図1-(8)の(a)、(b)に示すのが理想的であり、同図の(c)は高温の溶湯が湯口から入るが、ここからは湯の補給がむずかしく、先端につけた押湯には低温の湯が入ることになり、その押湯としての効果は少なくなる。また図1-(9)の(a)、(b)はシリンダライナの湯口方案であるが、(a)の場合は下部は高温であるが、上部は最も低温となる。
この場合方向性凝固は上部より行われ、押湯の効果は少なく製品中央部にひけ巣をつくることがある。(b)の雨堰は下部より凝固をはじめ効果的である。しかし(a)、(b)とも一長一短であり、製品の大きさによりいずれを選ぶかは常に現場の経験による。
ひけ巣対策としてこの方向性凝固を促進させる方法として冷し金の活用がある。図1-(10)はその一例である。円周部に対してはサイドライザーから給湯するが、中央ボス部への給湯は円板部の肉厚が薄くて外側からは無理である。そこでボス部の下部に冷し金をつけ上部に押湯をたててひけ巣を防ぐ。