![]()
鋳鉄鋳物の欠陥とその対策
近畿コークス販売株式会社・大阪ガス株式会社総合研究所/ 溶解ノート
国際鋳物技術委員会で、鋳物欠陥の分類がなされている。これによれば、外観的分類として、①鋳張り、出っ張り、②巣、③割れ、④鋳肌不良、⑤湯回り不良、形状不完全、⑥寸法不良、形状不良、⑦介在物・材質不均一の7種類に分けられている。
これらの欠陥は、設計によるもの、使用材料によるもの(溶解材、砂など)、作業によるもの(溶解、調砂、造型、注湯、仕上げなど)、鋳造方案によるものなどであるが、同じ欠陥でもその成因は異なることが多い。
下表に、一般的に多く出現する鋳物欠陥とその特徴を示す。鋳物の材質によって、欠陥の形態もやや異なったものになるが、本質的にはまったく同じと考えてよい場合が多い。
INDEX<鋳物の欠陥>
普通鋳鉄鋳物
| 1.ブローホール | 2.ピンホール | 3.きらい | 4.内びけ | 5.外びけ | 6.ひけ巣 |
| 7.ざく巣 | 8.すくわれ | 9.絞られ | 10.型くずれ | 11.押し込み | 12.しみつき |
| 13.焼きつき | 14.さし込み | 15.張られ | 16.はぐみ | 17.中子浮かされ | 18.き裂 |
| 19.チル | 20.逆チル | 21.湯回り不良 | 22.のろかみ | 23.砂かみ | 24.そり |
球状黒鉛鋳鉄鋳物
ブローホール
略図
原因
ブローホールは鋳物に最も多く発生する欠陥であって、多くの形態がある。鋳物の表面に開孔したり、または内部に、多くは表面層に近く発生する丸みをおびた穴である。これらはいずれも成因によっては色が異なり、酸化または酸化していない色をもっている。鋳鉄、鋳鋼の場合黒色や青色を示す。
特徴
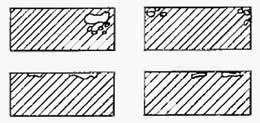
発生原因を大別すれば、地金中から出るガスと湯口からの巻込みおよび鋳型から出るガスに起因するものとがある。図1-(1)にガス発生の経路を示す。ブローホール発生の主要因は次のとおりである。
- 酸化溶解
- キューポラのとい、取鍋の乾燥不十分で溶湯がガスを吸収する
- 鋳込み温度が低い
- 鋳込み時間が長い
- 鋳鉄の水分が多い
- 鋳型の通気性が悪い
- 中子のガス抜きが悪い
- 鋳型の乾燥が不十分
- 鋳型よりのガスの発生が多すぎる
- 湯圧が不足(鋳込みヘッド不足)
- ケレン、鋳ぐるみ棒、冷し金のきらい
対策
キュポラ溶解の場合、ヘッドコークスの高さの維持、過剰送風をさけ、炉床、炉壁の予熱、乾燥により十分脱湿を図るとともに適量な脱酸剤を配合して清浄な溶湯を、さらに適正コークス量による高温な溶湯を得ることが必要である。また前述したように、出銑といや取鍋の乾燥は入念に行い完全を期さねばならない。
鋳込み温度が低い場合は、とくにこの欠陥が発生しやすい。上型面の面積が広く、湯がその部分を洗わないときはさらに発生しやすい。対策としては鋳込み速度を速くし、この部分を温度の高い湯で洗うことが必要であり、あがりも各所につける(図1-(2)、図1-(3)参照)。
鋳型の通気性が低く、局部的な水分またはガス発生物質がある場合も発生する。とくに有機質粘結剤を使用した鋳型はガス発生量が多量であるから注意を要する。水分を有する鋳型については型乾燥または表面乾燥などを行いできるだけガス発生量を少なくする。有機質粘結剤の場合は粘結剤の使用料を可能なかぎり下限に保つとともに発生ガスをすみやかに鋳型外に放散させる配慮が必要である。
中子のガス抜きが悪い場合、とくに中子が溶湯にほとんど包まれるようなときはブローホールも大きくなり、致命的となる場合がある。必ず中子の大きさに応じて中子にガス通路を、穴あけまたはサラン紐やコークスがらなどを入れてつくり、幅木を通じて発生ガスを外部にすみやかに逃してやることが大切である。図1-(4)はこれを示す。注湯時の鋳込みヘッドが低すぎる場合、鋳型内に発生するガス圧より湯圧が低くなってブローホール発生の原因となることがある。湯圧ヘッドを200mm以上にして解決を図るとよい。図1-(5)はこの一例を示す。